Experience Unprecedented Accuracy and Speed!
Technology Highlights

Multi-Dimensional Reading
A comprehensive lineup, including 1D, 2D, and 3D vision systems, ensuring you have the perfect tools for your application needs.

High Performance
High-speed cameras and processors optimise productivity while maintaining accuracy.

Industry-Tailored Quality Inspection
Diverse configurable hardware is available for industry-specific quality inspection applications such as packaging and labelling inspection, product dimensioning and positioning, code reading, and more.

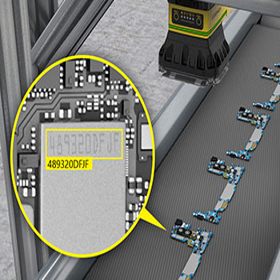
Versatile Code Reading
Extensive decoding capabilities include 1D and 2D barcodes, Optical Character Recognition (OCR), Direct part marking (DPM), and dot-peen markings.

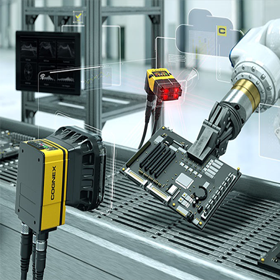
Effortless Integration
Seamless integration with your existing systems, minimising downtime and enhancing process optimisation.
Use Cases

Gauge
Precise Dimensioning | Fill level Monitoring | Automated Metrology | Edge Detection | Colour verification
Identify
Part Identification | OCR & OCV | Code Verification (1D and 2D) | Label Inspection | Part Traceability
Guide
Robot Guidance | Alignment and Orientation | Pattern Matching | Precision Assembly | Position Verification

Inspect
Defect Detection | Surface Inspection | Optical Inspection | Packaging Inspection | Contaminant Detection